E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Address: No.8 Yuefeng Rd, High Tech Zone, Dongtai, Jiangsu, China | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China.
Address: No.8 Yuefeng Rd, High Tech Zone, Dongtai, Jiangsu, China | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China. English
English  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Content
- 1 What Do Wire and Cable Actually Mean?
- 2 Core Components: What Makes Up a Wire or Cable
- 3 Major Types of Wire and Cable and Their Applications
- 4 The Role of a Wire and Cable Extruder in Manufacturing
- 5 Key Technical Parameters of a Wire and Cable Extruder
- 6 Cross-Linking Technologies in Cable Extrusion
- 7 Insulation and Jacketing Materials: How They Affect Extruder Selection
- 8 Quality Control in Wire and Cable Extrusion
- 9 Wire and Cable Standards and Certifications
- 10 Growth Drivers: Where Demand for Wire and Cable Is Expanding
- 11 Choosing the Right Wire and Cable Extruder: Practical Considerations
What Do Wire and Cable Actually Mean?
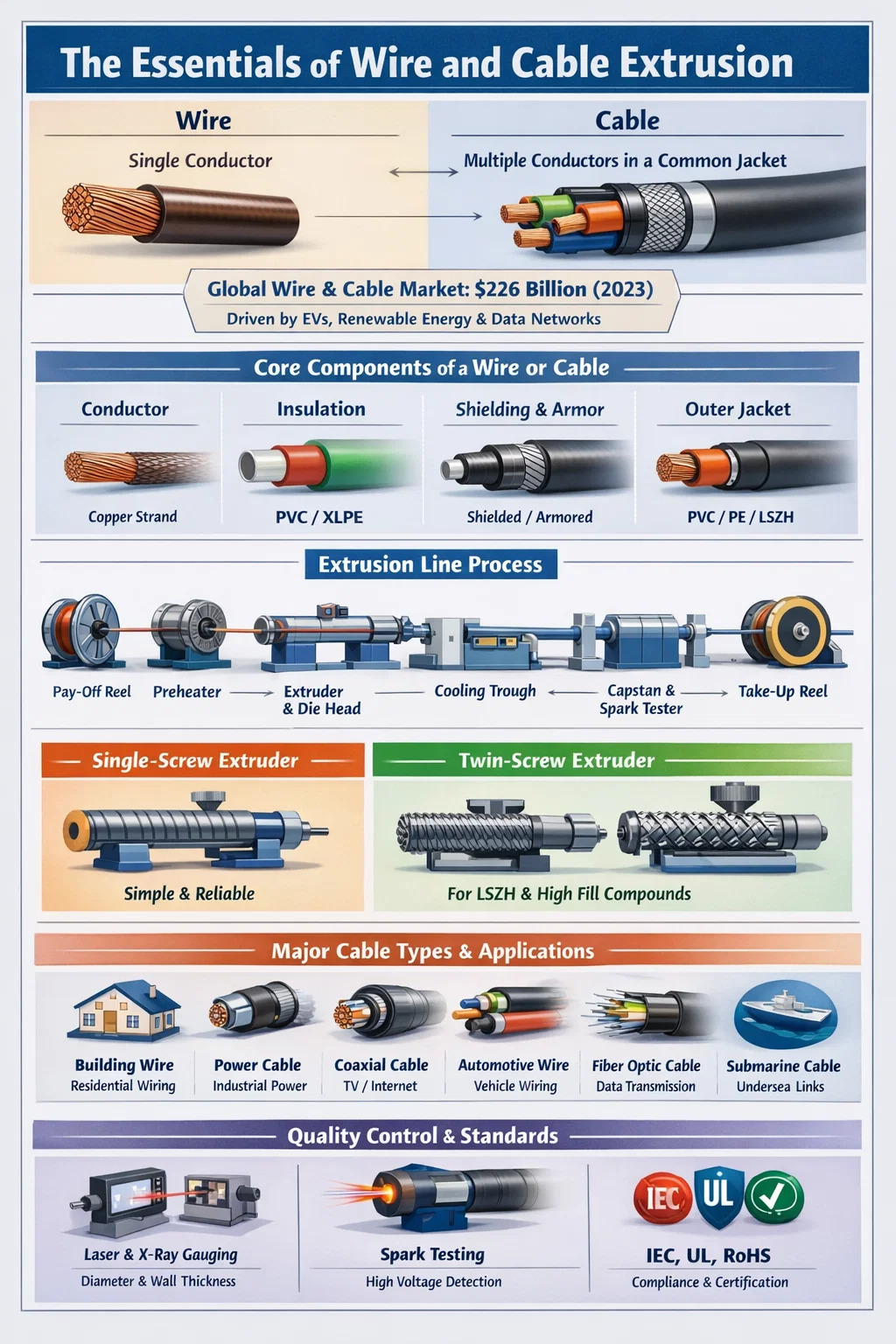
Wire and cable are the backbone of modern electrical infrastructure, yet many people use these two terms interchangeably when they are technically distinct. A wire is a single conductor — typically a strand of metal, most commonly copper or aluminum — while a cable is an assembly of two or more conductors grouped together within a common sheath or jacket. This distinction matters enormously in manufacturing, installation, and regulatory compliance.
In practical terms, a bare copper wire might be used for grounding, while a multi-core PVC-insulated cable carries power in a residential building. The global wire and cable market was valued at approximately USD 226 billion in 2023 and is projected to grow steadily, driven by urbanization, EV infrastructure expansion, and renewable energy projects. Understanding the difference between wire and cable is foundational to selecting the right materials, manufacturing process, and equipment — including the right wire and cable extruder.
Core Components: What Makes Up a Wire or Cable
Whether you are looking at a simple hookup wire or a high-voltage power cable, the fundamental structure follows a consistent pattern. Each layer serves a specific protective or functional role.
Conductor
The conductor is the electrically active core. Copper remains the dominant material due to its conductivity (approximately 58 MS/m), but aluminum is widely used in overhead transmission lines due to its lower cost and lighter weight. Conductors can be solid or stranded. Stranded conductors offer better flexibility and are preferred in applications where cables are frequently bent or moved.
Insulation
Insulation surrounds each conductor to prevent electrical leakage and short circuits. Common insulation materials include PVC (polyvinyl chloride), XLPE (cross-linked polyethylene), LSZH (low-smoke zero-halogen), and rubber compounds. The choice depends on operating voltage, temperature range, and environmental conditions. XLPE insulation can handle temperatures up to 90°C continuously and up to 250°C under short-circuit conditions, making it standard in medium- and high-voltage cables.
Shielding and Armor
Some cables include metallic shielding (copper tape, aluminum foil, or braided wires) to block electromagnetic interference. Armored cables add a layer of steel wire or steel tape for mechanical protection in underground or industrial applications.
Outer Jacket
The outer jacket is the final protective layer that holds everything together and provides resistance against moisture, chemicals, UV radiation, and mechanical abrasion. PVC is the most common jacket material globally, though PE (polyethylene) and TPU (thermoplastic polyurethane) are growing in use for specialty applications.
Major Types of Wire and Cable and Their Applications
The wire and cable industry covers an enormous range of product types. Each category is designed for a specific set of electrical, mechanical, and environmental requirements.
| Cable Type | Typical Application | Insulation Material | Voltage Range |
|---|---|---|---|
| Building Wire (NM-B, THHN) | Residential wiring | PVC / Nylon | Up to 600V |
| Power Cable | Industrial power distribution | XLPE / EPR | 1kV – 500kV |
| Coaxial Cable | TV, internet, RF signal | Foam PE / Solid PE | Low voltage |
| Automotive Wire | Vehicle wiring harness | PVC / XLPE / TPU | 12V – 800V (EV) |
| Fiber Optic Cable | Data transmission | LSZH / PE | N/A (optical) |
| Submarine Cable | Undersea power/data links | XLPE | Up to 525kV (HVDC) |
Each of these categories requires a specific extrusion process, and the wire and cable extruder used must be matched to the material viscosity, required wall thickness, and production speed.
The Role of a Wire and Cable Extruder in Manufacturing
The wire and cable extruder is the central piece of equipment in the production line. Its primary function is to apply insulation, jacketing, or other polymer layers onto a conductor by melting thermoplastic or thermoset material and pushing it through a die around the wire at high speed. Without a properly configured extruder, it is impossible to achieve consistent wall thickness, good adhesion, and the mechanical properties required by standards like IEC 60228, UL 44, or RoHS.
A typical wire and cable extrusion line includes the following components working in sequence: a pay-off reel feeding the bare conductor, a preheater, the extruder itself with its die head, a cooling trough, a capstan or haul-off unit, a spark tester for defect detection, and a take-up reel. Each station must be precisely synchronized. Even a 5% variation in line speed can cause wall thickness deviations that fail dimensional tolerance requirements.
Single Screw vs. Twin Screw Extruders
The most common configuration in wire and cable manufacturing is the single-screw extruder, which is favored for its simplicity, reliability, and low maintenance cost. Single-screw machines handle PVC, PE, XLPE, and most standard jacket materials effectively. Screw L/D (length-to-diameter) ratios typically range from 20:1 to 30:1 for wire and cable applications.
Twin-screw extruders, both co-rotating and counter-rotating, are used when the compound requires intensive mixing — for example, when producing LSZH (low-smoke zero-halogen) compounds that contain high loadings of mineral fillers like ATH (aluminum trihydrate). These fillers can exceed 60% by weight in the compound, making thorough dispersion critical for meeting fire performance standards like EN 60332.
Tandem and Dual-Layer Extrusion
For cables requiring two distinct polymer layers — such as a semiconducting layer plus an insulation layer in medium-voltage cables — tandem extrusion (two extruders in series) or triple-layer co-extrusion (three extruders feeding a common die head simultaneously) is used. Triple co-extrusion ensures that the three layers are bonded while still hot, which is essential for XLPE cables where the interfaces must be clean and void-free to prevent partial discharge at high voltages.
Key Technical Parameters of a Wire and Cable Extruder
When specifying or evaluating a wire and cable extruder, several technical parameters determine whether the machine is suitable for a given product and throughput requirement.
- Screw diameter: Ranges from 30mm for fine wire insulation to 150mm or larger for heavy cable jacketing. Larger screw diameters deliver higher throughput but require more drive power.
- L/D ratio: A higher L/D ratio provides better plasticization and mixing. For PVC, 24:1 to 28:1 is typical; for PE and XLPE, 25:1 to 30:1 is common.
- Screw RPM and output rate: Modern high-speed extruders for telecom wire can run at screw speeds exceeding 200 RPM, achieving line speeds of 1,000 m/min or more for thin-wall insulation on small conductors.
- Temperature zones: The barrel is divided into multiple independently controlled heating zones (typically 4 to 8). Precise zone control prevents thermal degradation of heat-sensitive materials like PVC, which begins to degrade above 200°C.
- Die head design: Pressure die heads and tube die heads serve different purposes. Pressure dies create intimate contact between insulation and conductor; tube dies leave a small air gap and are used where the insulation must not bond to the conductor.
- Drive system: AC vector drives with closed-loop feedback are now standard, enabling precise speed control and energy efficiency improvements of 15–25% compared to older DC drive systems.
Material selection also affects extruder design. PVC is shear-sensitive and requires careful screw geometry to avoid localized overheating. XLPE intended for cross-linking via CV (continuous vulcanization) tubes must be processed at controlled melt temperatures to prevent premature cross-linking inside the extruder — a phenomenon called "scorch."
Cross-Linking Technologies in Cable Extrusion
For medium- and high-voltage power cables, cross-linking the polyethylene insulation transforms it from a thermoplastic to a thermoset, dramatically improving its heat resistance and long-term electrical performance. The wire and cable extruder must be compatible with the chosen cross-linking method.
Peroxide Cross-Linking (CV Lines)
The most widely used method for high-voltage cables. After the extruder applies the XLPE compound, the cable passes through a continuous vulcanization (CV) tube filled with nitrogen at elevated pressure (typically 6–12 bar) and temperatures up to 300°C. The peroxide decomposes and forms covalent cross-links between polyethylene chains. CV lines for EHV (extra high voltage) cables can be 200 meters long or more to provide sufficient residence time for complete cross-linking before cooling.
Silane Cross-Linking (Monosil and Sioplas)
A more economical method used for low- and medium-voltage cables. In the Monosil process, silane grafting occurs inside a specially designed extruder, and cross-linking is completed by immersing the finished cable in hot water or steam. This avoids the need for a CV tube and is well-suited for smaller production volumes.
Electron Beam (EB) Cross-Linking
Used for thin-wall wire insulation in automotive, aerospace, and military applications. After extrusion, the cable passes through an electron accelerator that bombards the insulation with high-energy electrons, causing cross-linking without the use of chemicals. EB cross-linking produces wires that are rated for temperatures up to 150°C or higher, which is important for automotive applications near heat sources.
Insulation and Jacketing Materials: How They Affect Extruder Selection
Material choice directly dictates the type and configuration of the wire and cable extruder required. Each polymer has different melt behavior, processing temperature windows, and sensitivity to shear and degradation.
PVC (Polyvinyl Chloride)
PVC accounts for more than 40% of insulation and jacketing material consumed globally in the wire and cable industry. It is cost-effective, flame-retardant in compound form, and easy to process. Processing temperatures typically range from 160°C to 190°C. PVC compounds are available in a wide range of Shore A hardness values (from 60 for flexible grades to 95 for rigid types). The screws used for PVC are typically low-compression designs to avoid excessive shear heat.
PE and HDPE
Polyethylene offers excellent dielectric properties and moisture resistance, making it the standard choice for telecom cables and underground distribution cables. HDPE jackets are common on medium-voltage cables and fiber optic cables for their combination of stiffness and chemical resistance. Processing temperatures for PE range from 180°C to 230°C depending on the melt index.
LSZH Compounds
Low-smoke zero-halogen materials are mandatory in applications like tunnels, public buildings, and naval vessels where toxic smoke from burning PVC could be life-threatening. LSZH compounds are typically based on EVA (ethylene vinyl acetate) or polyolefin blends heavily loaded with ATH or MDH (magnesium dihydroxide) as flame retardants. These fillers make LSZH compounds significantly harder to process, requiring twin-screw extruders or specially designed single-screw machines with barrier screws and high-torque gearboxes.
TPU and Specialty Elastomers
Thermoplastic polyurethane offers exceptional abrasion resistance and flexibility, making it a preferred jacket material for drag chains, robotic cables, and offshore applications. TPU requires precise temperature control because its processing window is narrow — typically 180°C to 210°C — and overheating causes hydrolytic degradation if the material has not been properly dried beforehand. Moisture content must be below 0.02% before processing.
Quality Control in Wire and Cable Extrusion
Quality control in wire and cable production is not optional — it is mandated by international standards and is directly tied to safety. A cable with undersized insulation can fail catastrophically in service, causing electrical fires or fatalities.
Inline Measurement Systems
Modern extrusion lines are equipped with inline diameter gauges using laser or X-ray technology. Laser gauges measure the outer diameter in two or three axes simultaneously and feed the data back to the line speed and extruder output controls. Tolerance requirements for many cable types are ±0.05mm or tighter, which requires real-time closed-loop control rather than periodic manual measurement.
X-ray wall thickness gauges go further by measuring insulation wall thickness in four or more planes simultaneously, detecting eccentricity — a condition where the conductor is off-center within the insulation. Eccentricity beyond specified limits can cause dielectric breakdown at high voltage.
Spark Testing
Every insulated conductor passes through a spark tester (also called a holiday detector) on the production line. A high-voltage electrode surrounds the cable and applies a DC or AC test voltage. Pinholes, voids, or contamination that breaks the insulation cause a spark discharge, triggering a counter and sometimes stopping the line. Spark test voltages typically range from 1 kV for low-voltage wire to 25 kV or higher for medium-voltage cable insulation, in accordance with standards like IEC 60885-2.
Conductor Resistance and Insulation Resistance Testing
Off-line tests include DC resistance measurements of the conductor (to verify cross-section and material purity against IEC 60228) and insulation resistance testing using a megohmmeter. A good PVC-insulated cable should show insulation resistance values in the hundreds of megaohms per kilometer at ambient temperature.
Wire and Cable Standards and Certifications
The wire and cable industry is governed by a comprehensive framework of national and international standards. Compliance is required for market access in most countries and is verified by third-party testing laboratories.
- IEC standards (International Electrotechnical Commission): IEC 60228 covers conductor specifications; IEC 60502 covers power cables up to 30kV; IEC 60332 covers flame propagation tests.
- UL standards (Underwriters Laboratories, USA): UL 44 covers thermoset-insulated wires and cables; UL 83 covers thermoplastic-insulated wire; UL 1581 is the reference standard for electrical wires and cables.
- RoHS and REACH: Environmental regulations restricting hazardous substances, including lead stabilizers in PVC — a compliance challenge that has driven reformulation of many wire compounds in Europe and increasingly in Asia.
- CPR (Construction Products Regulation, EU): Since 2017, cables used in construction in the EU must carry a CE mark and be classified for reaction to fire performance (Aca through Fca classes).
- Automotive standards: ISO 6722 and LV 216 govern automotive wire used in 12V and 48V systems; for EV high-voltage wiring, ISO 19642 and USCAR-2 are increasingly referenced.
Manufacturers must document that their extrusion process, material formulation, and final product all meet the applicable standard. This requires detailed process records, retained sample cables, and periodic third-party audits.
Growth Drivers: Where Demand for Wire and Cable Is Expanding
Several major global trends are creating sustained and accelerating demand for wire and cable products, and consequently for high-performance wire and cable extruders capable of producing the required product types at competitive cost.
Electric Vehicle Wiring Harnesses
A conventional internal combustion engine vehicle contains approximately 1.5 to 2 kilometers of wire in its wiring harness. A full battery electric vehicle, with its additional high-voltage power distribution, battery management system, and charging infrastructure, can require 3 to 4 kilometers of wire per vehicle. With global EV sales projected to reach 30 million units per year by 2030, this represents a massive and growing demand for automotive-grade wire and the extruders that produce it.
Renewable Energy Infrastructure
Offshore wind farms require large-diameter submarine cables to connect turbines to each other and to shore. A single offshore wind project may require hundreds of kilometers of 33kV inter-array cables and a high-voltage export cable that can stretch 100km or more to an onshore grid connection point. The materials and processes involved — particularly triple co-extrusion of XLPE insulation systems — demand the most sophisticated wire and cable extruder configurations available.
Data Center and 5G Network Expansion
The explosive growth of cloud computing and AI infrastructure is driving unprecedented demand for data center power and signal cables. Meanwhile, 5G network rollout requires enormous quantities of fiber optic cable and coaxial cable for base station connections. Both products require precision extrusion of thin-wall insulation at high line speeds.
Grid Modernization and Electrification
Governments worldwide are investing heavily in upgrading aging electrical transmission and distribution infrastructure. The US alone has identified over $65 billion in grid investment needs under recent infrastructure legislation. Much of this investment flows directly into underground medium-voltage distribution cables and high-voltage transmission cables — all produced on wire and cable extrusion lines.
Choosing the Right Wire and Cable Extruder: Practical Considerations
Selecting a wire and cable extruder is a significant capital investment — machines from reputable manufacturers range from $100,000 for a basic single-screw setup to several million dollars for a complete high-voltage cable extrusion line. The decision must account for current product requirements, anticipated product mix changes, and long-term service support.
Match the Extruder to Your Material
A single extruder cannot be optimally configured for both PVC and LSZH compounds without screw changes. If your production involves multiple materials, either plan for dedicated lines or invest in quick-change screw and barrel systems. Many manufacturers offer modular extrusion heads and multiple screw configurations to provide flexibility without full line duplication.
Consider Automation and Industry 4.0 Integration
Modern wire and cable extruders increasingly come with OPC-UA connectivity, allowing real-time data exchange with MES (manufacturing execution systems) and quality management platforms. Automated closed-loop control based on inline gauging data reduces scrap rates and operator skill dependency. Some manufacturers report scrap reductions of 30–50% after implementing closed-loop diameter control compared to manual adjustment.
Evaluate After-Sales Support and Spare Parts Availability
An extruder that cannot be serviced quickly when a screw or barrel wears out is a production liability. Wear components — screws, barrels, crosshead tips, and dies — are consumables in wire extrusion, particularly when running abrasive filled compounds. Confirm that the manufacturer or a regional distributor stocks these parts, and factor lead times into your total cost of ownership calculation.
Leading wire and cable extruder manufacturers include Maillefer (part of Nextrom), Troester, Rosendahl Nextrom, Davis-Standard, and several Chinese manufacturers such as Taiyuan Heavy Industry and Dalian Rubber & Plastics Machinery. Each offers different balances of technology level, price point, and regional service capability.