E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Address: No.8 Yuefeng Rd, High Tech Zone, Dongtai, Jiangsu, China | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China.
Address: No.8 Yuefeng Rd, High Tech Zone, Dongtai, Jiangsu, China | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China. English
English  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Content
- 1 The Short Answer: Wrapping Cables Is Safe — But Only When Done Correctly
- 2 Why the Way You Wrap Cables Actually Matters
- 3 The Role of the Wire and Cable Extruder in Cable Quality
- 4 Correct Techniques for Wrapping Electric Cables and Extension Wires
- 5 How Wire and Cable Extruder Technology Influences the Wrapping Behavior of Modern Cables
- 6 Common Mistakes When Wrapping Electric Cables and Extension Wires
- 7 Inspecting Cables for Damage Caused by Incorrect Wrapping
- 8 Selecting Extension Wires and Cables Built for Repeated Wrapping
- 9 Industry and Regulatory Context: What Standards Say About Cable Wrapping
- 10 Practical Summary: Key Rules for Wrapping Electric Cables Safely
The Short Answer: Wrapping Cables Is Safe — But Only When Done Correctly
Wrapping up electric cables and extension wires does not inherently cause damage or safety hazards. However, how you wrap them makes an enormous difference. Tight coiling, bending at sharp angles, or bundling cables while they are under load can generate heat, degrade insulation, and shorten the lifespan of the wire. The root cause of most cable-related failures is not wrapping itself, but improper wrapping technique combined with low-quality cable construction.
Understanding why some cables hold up for decades while others fray, overheat, or fail within a year requires looking at two interconnected factors: how cables are stored and managed in daily use, and how the cable was manufactured in the first place — particularly the role of the wire and cable extruder in determining the final product's structural integrity.
Why the Way You Wrap Cables Actually Matters
Electric cables and extension wires are not just metal conductors. They are layered systems — a conductor core surrounded by insulation, sometimes with additional shielding or jacketing — and each layer has physical tolerances. When you wrap a cable, you are putting mechanical stress on all of those layers simultaneously.
Heat Buildup in Coiled Extension Wires
One of the most documented risks of wrapping cables is thermal accumulation. When an extension wire is coiled and still connected to a live circuit, it behaves like an inductor — heat generated by electrical resistance cannot dissipate as efficiently as it would in an uncoiled state. A fully coiled 13-amp extension lead carrying close to its rated load can reach temperatures 30–50°C higher than the same cable laid flat. This is why extension wire reels sold in the UK and EU carry explicit warnings to uncoil fully before use under heavy loads.
The heat buildup accelerates insulation degradation. Most standard PVC insulation is rated to operate continuously at 70°C. Repeated overheating cycles cause the PVC to become brittle, crack, and eventually expose the conductor — creating a shock and fire hazard that appears to come out of nowhere years after the initial damage.
Mechanical Stress on the Conductor and Insulation
Bending radius is a critical specification for any cable. Every wire type has a minimum bend radius — the tightest curve it can sustain without permanent deformation. Wrapping cables tightly around a small hook, a cable reel hub with a narrow core, or even your own arm can violate this minimum bend radius. The consequences include:
- Micro-fractures in individual wire strands within the conductor
- Stress cracking in the insulation jacket, particularly in cold environments
- Delamination of the sheath from the insulation in multi-layer cables
- Increased resistance at damaged points, leading to localized heating
For standard 1.5mm² flexible cable commonly used in household extension leads, the recommended minimum bend radius is typically 15–20mm. Most people wrap cables into loops far smaller than this without realizing the long-term damage they are causing.
The Role of the Wire and Cable Extruder in Cable Quality
Before any cable reaches a consumer's hands, it passes through a manufacturing process in which the wire and cable extruder is the central piece of equipment. The extruder applies the insulation, jacketing, and sheathing layers onto the conductor by forcing molten polymer — usually PVC, XLPE, LSZH, or TPE — through a precisely engineered die at controlled temperature, pressure, and speed. The quality of this extrusion process directly determines how well a cable tolerates the physical stresses of everyday wrapping, bending, and coiling.
How Extrusion Parameters Affect Durability
A wire and cable extruder operates within a tight window of parameters. Deviation from optimal settings introduces defects that may not be visible to the naked eye but significantly reduce the cable's mechanical and thermal performance:
| Extrusion Parameter | If Too Low | If Too High | Impact on Wrapping Tolerance |
|---|---|---|---|
| Melt Temperature | Poor polymer flow, voids in insulation | Polymer degradation, discoloration | Voids cause cracking under repeated bending |
| Line Speed | Thick, uneven wall — waste of material | Thin wall, below spec — reduced insulation | Thin walls fail faster under mechanical stress |
| Die Head Pressure | Loose, poorly bonded jacket | Excessive stress on conductor at die exit | Loose jacket strips when cable is coiled |
| Cooling Rate | Soft, deformable insulation | Internal stresses locked into polymer | Residual stress causes spontaneous cracking |
This is why cables from reputable manufacturers — whose wire and cable extruder lines are monitored with in-line spark testing, wall thickness gauges, and continuous diameter measurement — consistently outperform cheap imports that skip these quality controls. A cable with consistent 0.8mm insulation wall all the way around will flex thousands of times more before failing than one with a 0.4mm thin spot on one side.
Insulation Material Choices and Their Effect on Flexibility
The polymer compound fed into the wire and cable extruder also plays a major role in how a finished cable responds to wrapping. Different insulation materials have very different flexibility profiles:
- Standard PVC: Low cost, widely used, but becomes stiff and brittle at temperatures below 0°C. Wrapping PVC-insulated cables in cold environments significantly increases the risk of insulation cracking.
- Flexible PVC (with plasticizers): Much more pliable at low temperatures, more forgiving when coiled tightly. Commonly used in household extension wires.
- XLPE (Cross-Linked Polyethylene): Excellent thermal resistance up to 90°C continuous, better mechanical properties than PVC, but less flexible at room temperature. Used in heavier-duty cables.
- TPE (Thermoplastic Elastomer): Superior flexibility and cold temperature performance. Cables with TPE jackets can be coiled tightly and remain undamaged, which is why they are favored for portable tools and outdoor equipment.
- LSZH (Low Smoke Zero Halogen): Used in environments where toxic fumes are a fire safety concern, such as tunnels and data centers. Generally stiffer than PVC equivalents.
Knowing what material your cable's insulation is made from helps you make a more informed decision about how tightly it can be wrapped, and under what ambient temperature conditions.
Correct Techniques for Wrapping Electric Cables and Extension Wires
Knowing the risks, the next practical question is how to wrap cables properly so that they last longer, stay safer, and remain easy to deploy. There are several established methods used by professionals in the audio-visual, electrical, and construction industries that translate perfectly into everyday home and workplace use.
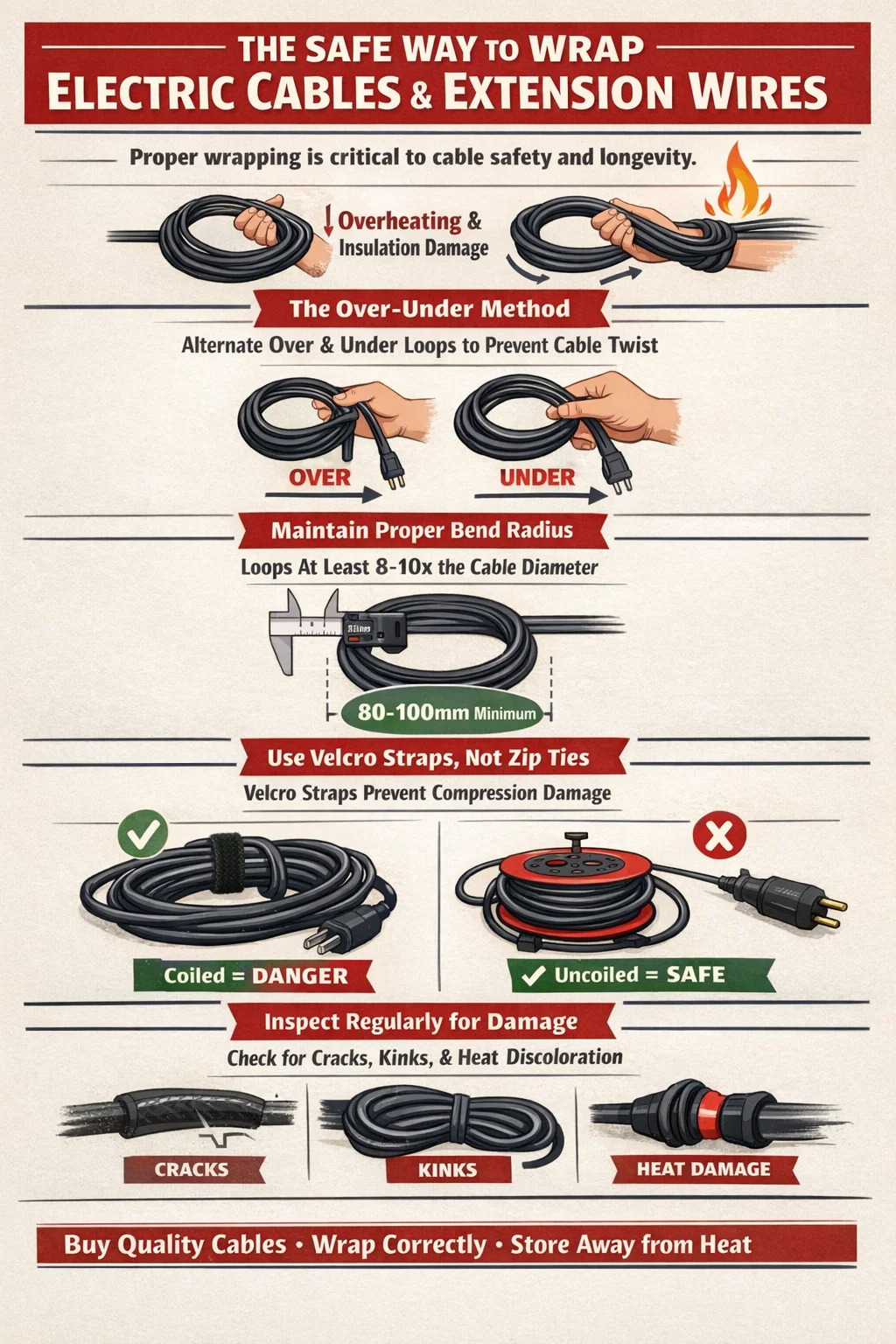
The Over-Under Method
The over-under technique is the gold standard for wrapping cables that need to be coiled and stored repeatedly. Instead of wrapping the cable in the same rotational direction every time — which builds up torsional stress in the conductor — you alternate the direction of each loop. One loop goes "over" in a natural arc, the next goes "under" with a slight inward twist, and so on alternately. This results in a coil that lies flat, unrolls without kinking, and does not accumulate the memory-effect twisting that destroys cables over time. Professional audio technicians and camera crews use this method as standard because a single microphone or video cable can cost several hundred dollars.
Respecting Minimum Bend Radius
As a practical rule of thumb, the loop diameter when coiling a cable should be at least 8 to 10 times the cable's outer diameter. For a typical 10mm-diameter extension wire, this means loops no smaller than 80–100mm in diameter. Wrapping around a narrow hook, a thin nail, or your fingers creates bends far tighter than this, and repeated use compounds the damage until a failure occurs.
Using Cable Ties, Velcro Straps, and Proper Reels
How you secure a wrapped cable matters as much as the wrapping technique itself:
- Velcro cable ties are preferable to plastic zip ties because they do not compress the cable. A zip tie cinched tightly around a bundle of cables creates a point of concentrated pressure that can deform insulation and create an insulation weak spot over time.
- Reusable hook-and-loop straps designed specifically for cables — available from manufacturers such as Hellermann Tyton and Panduit — apply even, gentle pressure around the coil without constriction.
- Cable reels with large core diameters maintain a safe bend radius throughout the entire stored length. Reels with a core diameter of at least 150mm are recommended for extension wires up to 25m in length.
- Figure-8 storage on a fixed bracket or peg is an alternative to coiling that completely eliminates torsional stress buildup. The cable crosses itself at the midpoint with each wrap, canceling out the rotation introduced on each side.
Never Wrap a Live, Loaded Extension Wire While Coiled
This deserves its own emphasis. If you are using an extension wire to power equipment drawing close to its rated amperage — such as a space heater, a power tool, or a pressure washer — the wire must be fully uncoiled before use. Running a coiled extension wire at 10 amps on a 13-amp rated cable is a known fire risk. UK fire investigation data has repeatedly identified coiled extension leads as an ignition source in domestic fires. The IET Wiring Regulations and manufacturer guidance both reflect this.
How Wire and Cable Extruder Technology Influences the Wrapping Behavior of Modern Cables
The performance difference between a cable that survives thousands of wrap-unwrap cycles and one that fails after a few months comes down almost entirely to what happened inside the wire and cable extruder during manufacturing. Modern extruder lines are significantly more sophisticated than those of twenty years ago, and the resulting cables reflect that advancement.
Single-Pass Multi-Layer Extrusion
Contemporary wire and cable extruder configurations can apply multiple polymer layers in a single pass through a tandem or triple-head die assembly. This co-extrusion technique creates a cable where the insulation layer and the outer jacket are fused at a molecular level rather than simply sitting on top of one another. Co-extruded cables resist delamination under repeated bending — a critical advantage for any cable that will be regularly coiled and uncoiled.
Continuous Vulcanization and XLPE Processing
For higher-specification cables, the wire and cable extruder feeds into a continuous vulcanization (CV) tube where the extruded XLPE insulation is cross-linked by heat and pressure immediately after application. The cross-linking creates a three-dimensional polymer network that cannot melt — unlike thermoplastic insulation — and is far more resistant to permanent deformation when cables are wrapped under load. XLPE cables can tolerate continuous operating temperatures up to 90°C compared to 70°C for standard PVC, providing a larger thermal safety margin when cables are stored in coils.
Precision Wall Thickness Control
Modern wire and cable extruder lines are equipped with laser or X-ray diameter gauges and automatic centering systems that keep the conductor centered within the die to tolerances of ±0.02mm or better. This ensures a uniform wall thickness around the entire circumference of the cable. Eccentricity — where the conductor sits off-center, making one side of the insulation thin — is one of the primary causes of insulation failure at bends, because the thin side receives the greatest mechanical stress when the cable flexes.
When purchasing extension wires or general-purpose electric cables, looking for products manufactured to IEC 60227, IEC 60502, or BS 6004 standards is a reasonable proxy for knowing that the wire and cable extruder process was properly controlled. These standards specify minimum wall thicknesses, conductor construction, and electrical test requirements that a poorly extruded cable would fail.
Common Mistakes When Wrapping Electric Cables and Extension Wires
Even people who are generally careful with their equipment regularly make wrapping errors that compound into serious damage over months and years. Here are the most frequently observed mistakes and why they matter:
- Wrapping from the plug end inward: This puts the most mechanically stressed point — the strain relief at the plug — under additional bending load every time the cable is wrapped. Always start coiling from the middle of the cable and finish at both ends.
- Securing the coil by twisting the cable around itself: Tying a cable into a knot using its own tail creates a sharp bend and torsional stress point that cannot be undone without further stressing the cable. Use a separate Velcro strap or cable tie instead.
- Storing cables in warm locations while coiled: A coiled cable stored next to a boiler, near a radiator, or in a hot car significantly accelerates plasticizer migration out of PVC insulation. Once the plasticizer is gone, the PVC becomes rigid and brittle.
- Wrapping cables tightly around equipment handles: Many people wrap extension wires tightly around the handle of a power tool or vacuum cleaner for storage. The tight radius at the wrap points and the pressure from the cable's own tension cause persistent deformation.
- Stacking heavy items on top of coiled cables: Flat coils stored under shelves with tools or equipment stacked on them suffer compression deformation of the insulation. This is particularly damaging to flat ribbon-style cable.
Inspecting Cables for Damage Caused by Incorrect Wrapping
One of the underappreciated aspects of cable maintenance is knowing what to look for when assessing whether a cable's wrapping history has caused damage. Visual inspection catches most serious issues before they become safety hazards.
Visual Signs of Wrapping Damage
- Kinking: A sharp V-shape or U-shape crease in the cable jacket that does not relax when the cable is laid flat. This indicates the conductor strands beneath have been permanently deformed.
- White stress marks on the outer jacket: A pale or whitish discoloration at a bend point indicates the polymer has stretched beyond its elastic limit. This is called "stress whitening" and is an early warning sign of cracking to come.
- Visible cracking on the outer jacket: Any surface crack should be treated as a disqualifying defect. Even if the underlying insulation appears intact, a cracked jacket allows moisture ingress that accelerates conductor corrosion and eventually causes insulation failure.
- Permanent set or "memory coiling": A cable that retains its coiled shape and cannot be laid flat without springing back has significant internal torsional stress. This is less dangerous than cracking but indicates accumulated fatigue.
- Heat discoloration at the cable entry point of a plug or socket: Brown or yellow discoloration of the cable jacket near a connector indicates that overheating has occurred — often caused by excessive resistance at a damaged bend point within the plug entry zone.
Any cable showing kinking, cracking, stress whitening, or heat discoloration should be taken out of service immediately. Attempting to repair household cable with electrical tape is not a safe long-term solution — the tape adhesive degrades over time, and the underlying damage to the conductor may not be externally visible.
Selecting Extension Wires and Cables Built for Repeated Wrapping
If your application involves frequently coiling and uncoiling cable — outdoor tools, portable equipment, workshop use — the choice of cable at the point of purchase determines how long it will last and how safely it can be stored. Here is what to look for:
| Feature | What to Look For | Why It Matters for Wrapping |
|---|---|---|
| Conductor construction | Fine-stranded (Class 5 or 6 per IEC 60228) | More strands = more flexible, greater bend fatigue resistance |
| Insulation material | Flexible PVC or TPE jacket | Remains pliable at low temperatures, resists cracking when coiled |
| Standard compliance | IEC 60227, BS 6500, or equivalent | Guarantees minimum wall thickness and electrical integrity from a quality-controlled extruder process |
| Strain relief at plugs | Long, flexible gland entry — not a short rigid boot | Distributes bend stress at the point where cable exits the plug |
| Reel core diameter (if on a reel) | Minimum 150mm core for standard extension leads | Maintains safe bend radius across all stored turns |
Class 5 and Class 6 conductors — the fine-stranded designations under IEC 60228 — can have individual strand diameters as small as 0.1mm compared to 0.4mm in a Class 1 solid conductor. This fine stranding is achieved by precision conductor drawing and bunching machines upstream of the wire and cable extruder, and it fundamentally changes how the finished cable responds to bending. A Class 5 conductor in a 1.5mm² flexible lead may contain over 30 individual copper strands, each carrying only a portion of the total current, with each strand able to move relative to its neighbors as the cable flexes. This is why flexible extension cords feel noticeably different from the fixed wiring inside walls — and why they can survive thousands of wrap cycles that would fracture a solid conductor in days.
Industry and Regulatory Context: What Standards Say About Cable Wrapping
Electrical safety regulations and cable standards do not typically prescribe exactly how consumers should wrap their cables, but they do set the manufacturing and usage thresholds that make safe wrapping possible. Understanding these standards helps contextualize what a cable is designed to tolerate.
- IEC 60227 specifies PVC-insulated cables for rated voltages up to and including 450/750V, covering the construction, testing, and marking requirements that a wire and cable extruder operation must meet to produce compliant cable.
- IEC 60884 and BS 1363 cover the plug and socket systems into which extension wires connect, and include strain relief requirements that protect the cable entry point — the most vulnerable location for bend-induced damage.
- EN 50525 is the harmonized European standard for low-voltage energy cables, including flexible cords for general use. It specifies bending tests, heat aging tests, and minimum conductor flexibility requirements that cables must pass before they can be sold in European markets.
- HSE guidance (UK Health and Safety Executive) on electrical safety in the workplace explicitly lists coiled extension leads used at or near rated current as a recognized electrical hazard, recommending that workers use cable reels with thermal cutouts when operating extension leads at high loads.
The bending test specified in EN 50525 — where a sample of cable is flexed around a mandrel of defined diameter for a minimum of 30,000 cycles — gives a concrete indication of what standard-compliant cables are designed to withstand. A cable that passes this test at the factory, having been produced on a properly calibrated wire and cable extruder with consistent wall thickness and good polymer quality, has a fundamentally different service life profile from a non-compliant cable that bypasses these tests.
Practical Summary: Key Rules for Wrapping Electric Cables Safely
Pulling everything together into actionable guidance, here are the key principles for anyone managing electric cables and extension wires in a home, workshop, or professional environment:
- Always fully uncoil extension wires before using them under heavy electrical loads. Even partial uncoiling is better than none. Running a coiled 13-amp lead at 10 amps or more is a documented fire risk.
- Use the over-under wrapping technique for cables that will be coiled and uncoiled frequently. This eliminates torsional memory and extends cable life significantly.
- Maintain a loop diameter at least 8–10 times the cable's outer diameter when coiling. For a 10mm cable, loops should be 80–100mm in diameter minimum.
- Secure coils with Velcro straps rather than zip ties. Zip ties create compression damage at the securing point over time.
- Buy cables made to IEC or BS standards and look for flexible PVC or TPE insulation and Class 5 or Class 6 fine-stranded conductors for applications involving regular coiling.
- Inspect cables regularly for kinking, stress whitening, cracking, or heat discoloration near plugs. Remove damaged cables from service immediately.
- Store cables away from heat sources and avoid stacking heavy items on coiled cables.
Cables are not maintenance-free components. The combination of correct wrapping technique, appropriate cable selection — underpinned by quality wire and cable extruder manufacturing — and regular inspection produces a system that is both safe and economical over the long term. The cost difference between a compliant, well-made extension wire and a cheap non-compliant alternative is rarely more than a few dollars or pounds. The cost difference in failure outcomes is immeasurably larger.