E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Address: No.8 Yuefeng Rd, High Tech Zone, Dongtai, Jiangsu, China | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China.
Address: No.8 Yuefeng Rd, High Tech Zone, Dongtai, Jiangsu, China | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China. English
English  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
Content
- 1 How Long Does a Wire Last? The Direct Answer First
- 2 Key Factors That Determine Wire Lifespan
- 3 Wire Lifespan by Application Type
- 4 The Role of Wire and Cable Extruder Quality in Long-Term Performance
- 5 Warning Signs That a Wire Is Reaching the End of Its Service Life
- 6 How to Extend the Lifespan of Wire in Service
- 7 Insulation Compound Selection: What the Wire and Cable Extruder Processes Matters as Much as the Machine Itself
- 8 Regulatory Standards That Define Wire Lifespan Expectations
- 9 When to Replace Wire Rather Than Repair It
- 10 Frequently Asked Questions About Wire Lifespan
How Long Does a Wire Last? The Direct Answer First
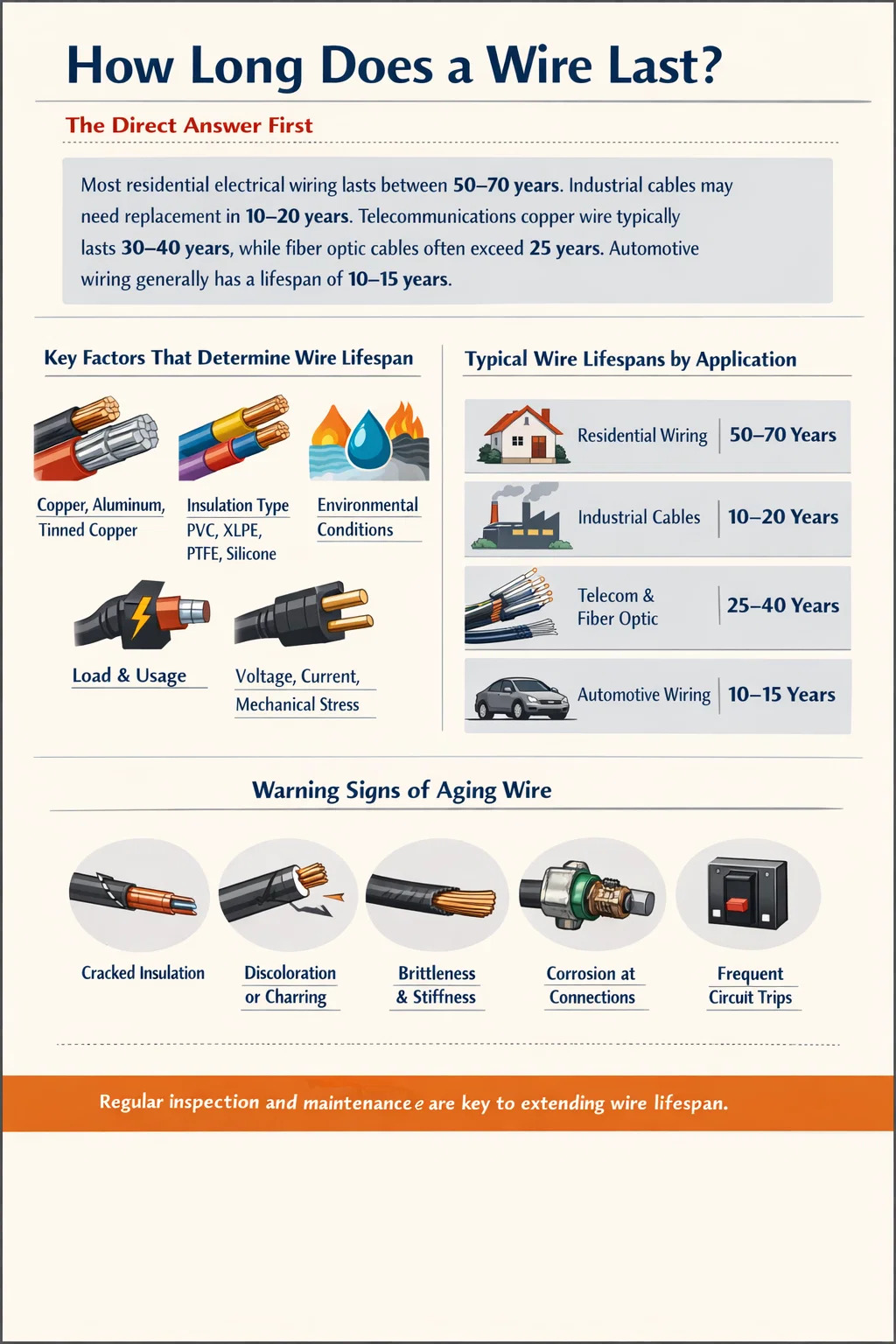
The lifespan of a wire depends heavily on its material, insulation type, operating environment, and load conditions — but as a practical benchmark, most residential electrical wiring lasts between 50 and 70 years, while industrial cables in demanding environments may need replacement in as few as 10 to 20 years. Telecommunications copper wire often remains functional for 30 to 40 years, while fiber optic cables can exceed 25 years with minimal degradation. Wire designed for automotive applications typically has a rated service life of 10 to 15 years, though real-world performance varies significantly based on heat cycling, vibration, and fluid exposure.
These numbers are not arbitrary. They reflect decades of field data, materials science research, and engineering standards established by bodies such as the National Electrical Code (NEC), IEC, and UL. Understanding what shortens or extends wire life is just as important as knowing the baseline figures — and that understanding begins at the manufacturing stage, specifically in how a wire and cable extruder shapes the insulation and jacketing that protect the conductor throughout its service life.
Key Factors That Determine Wire Lifespan
No single variable determines how long a wire will last. Rather, lifespan is the product of multiple interacting factors, each of which can dramatically shift the expected service window. Here is a breakdown of the most critical ones:
Conductor Material
Copper remains the gold standard for electrical conductors. It offers excellent conductivity, resists corrosion better than many alternatives, and maintains structural integrity under thermal cycling. Copper wire in a properly installed, climate-controlled environment can last well over 100 years — the conductor itself rarely fails; the insulation around it does. Aluminum wire, often used in residential branch circuits in the 1960s and 70s, is more prone to oxidation at connection points and expands and contracts more dramatically with temperature changes, contributing to connection failures that reduce effective service life to 30 to 50 years in some residential contexts. Tinned copper and silver-plated conductors, used in marine and high-frequency applications respectively, offer specific corrosion resistance benefits that extend life in those targeted environments.
Insulation and Jacketing Material
The insulation is almost always the first component to degrade. PVC (polyvinyl chloride) is the most widely used insulation material globally. Standard PVC insulation carries a rated temperature range of -15°C to 70°C and typically shows signs of embrittlement or cracking after 20 to 40 years in standard applications. Cross-linked polyethylene (XLPE) offers superior thermal resistance — rated up to 90°C continuously — and resists chemical attack far better than standard PVC. XLPE-insulated cables in industrial or underground installations are frequently rated for 30 to 40 years of service. Silicone rubber insulation, used in high-temperature environments like ovens or engine compartments, can handle temperatures up to 180°C and retain flexibility across a broader temperature range, giving it a niche advantage in demanding thermal environments. PTFE (Teflon) insulation, used in aerospace and chemical processing, can withstand temperatures up to 260°C and has a chemical inertness that makes it resistant to nearly all industrial solvents.
The quality of insulation extrusion directly impacts these outcomes. A wire and cable extruder that maintains precise melt temperature, consistent line speed, and uniform die pressure will produce insulation with uniform wall thickness — a key predictor of both electrical performance and longevity. Thin spots in insulation create dielectric weak points where voltage stress concentrates, accelerating breakdown.
Operating Temperature
Heat is the primary enemy of wire insulation. The Arrhenius equation, applied to cable aging, shows that for every 10°C increase in operating temperature above the rated maximum, insulation life is approximately halved. This means a cable rated for 40 years at 70°C continuous service would theoretically last only 20 years if routinely operated at 80°C. This is why thermal derating is standard engineering practice — cables should be sized so they operate well within their rated temperature, not at its ceiling.
Environmental Exposure
UV radiation degrades most plastics. Outdoor cables exposed to direct sunlight without UV-stabilized jacketing may show surface cracking within 5 to 10 years. Moisture ingress into cable bundles promotes galvanic corrosion at terminations and, in AC power applications, partial discharge activity. Chemical exposure — oils, solvents, acids — can rapidly attack standard PVC and require specialty compounds like chlorinated polyethylene (CPE) or thermoplastic elastomers (TPE) for adequate service life. Mechanically, repeated flexing cycles, crushing, or rodent damage can sever conductors long before the insulation thermally degrades.
Installation Quality
Even the highest-quality cable will fail prematurely if improperly installed. Exceeding minimum bend radius during installation can cause micro-cracks in insulation or deform the conductor. Overtightened conduit fittings or cable ties can create chronic stress points. Correct termination — using properly rated connectors, applying correct torque to lugs, and preventing moisture entry at splice points — can double or triple service life at connection-critical applications.
Wire Lifespan by Application Type
Different applications impose radically different demands on wire and cable. The following table summarizes typical service life expectations across major categories:
| Application | Typical Wire Type | Expected Lifespan | Key Aging Factor |
|---|---|---|---|
| Residential electrical wiring | NM-B (Romex), THHN | 50–70 years | Insulation embrittlement |
| Industrial power cable | XLPE or EPR insulated | 20–40 years | Heat and chemical exposure |
| Automotive wiring harness | PVC or XLPE thin-wall | 10–15 years | Vibration and fluid attack |
| Underground power distribution | XLPE MV cable | 30–50 years | Water treeing in XLPE |
| Marine and offshore cable | Tinned copper, EPR | 15–25 years | Salt corrosion and UV |
| Telecommunications copper | Cat5e/Cat6 UTP | 15–25 years (performance) | Signal degradation from oxidation |
| Fiber optic cable | OS2 or OM4 fiber | 25–30+ years | Micro-bending and connector wear |
| Aerospace wire | PTFE or ETFE insulated | 20–30 years (aircraft cycle) | Flex fatigue and abrasion |
These figures assume standard operating conditions. Accelerated aging from overloading, poor installation, or harsh environments can reduce any of these lifespans dramatically — in some industrial cases, by 50% or more.
The Role of Wire and Cable Extruder Quality in Long-Term Performance
Manufacturing quality is one of the most underappreciated determinants of wire lifespan. A wire and cable extruder is the machine that applies insulation and jacketing over the bare conductor, and its precision directly determines the structural integrity of the final product.
How Extrusion Consistency Affects Longevity
The extrusion process involves melting a polymer compound and forcing it through a die to coat the conductor. Critical parameters include melt temperature, screw speed, line speed, head pressure, and cooling rate. Any instability in these parameters produces insulation defects:
- Wall thickness variation — Inconsistent die pressure causes the insulation wall to be thicker on one side and thinner on the other (eccentricity). Thin walls concentrate electrical stress, lowering breakdown voltage and reducing dielectric life.
- Voids and inclusions — Gas entrapment during extrusion creates voids in the insulation body. In medium and high-voltage cables, voids are sites of partial discharge activity — microscopic electrical arcs that erode insulation from within. A single microvoid can initiate failure in an underground cable years before the expected end of life.
- Surface roughness and contamination — In high-voltage cable production, surface imperfections at the conductor-insulation interface create electric field enhancement points. A wire and cable extruder with inadequate filtering of the polymer melt allows particulate contamination that has the same effect.
- Degree of cure or crosslinking — For XLPE cables, the crosslinking reaction must be controlled carefully. Undercured insulation lacks the thermal and mechanical properties of fully crosslinked material, leading to premature creep and deformation at elevated temperatures.
Modern wire and cable extruder systems address these concerns through servo-driven screw control, real-time wall thickness measurement via laser gauge or X-ray scanning, closed-loop feedback to maintain die concentricity, and inline spark testing to detect insulation pinholes immediately after extrusion. A manufacturer operating with outdated or poorly maintained extrusion equipment may produce cable that looks compliant but carries latent defects invisible to standard visual inspection.
Single-Layer vs. Multi-Layer Extrusion
High-performance cable constructions often require co-extrusion — the simultaneous application of two or more polymer layers in a single pass. For medium-voltage XLPE cables, this typically means a conductor shield layer, the main insulation, and an insulation shield layer applied simultaneously. The interface adhesion between these layers is critical: delamination at layer boundaries creates gap spaces where moisture can accumulate and partial discharges can occur. A wire and cable extruder designed for triple co-extrusion must maintain precise pressure balance across all three polymer flows. Pressure imbalance causes one layer to contaminate another at the interface, creating inclusion defects that standard finished-product testing may not detect until years of service have passed.
Warning Signs That a Wire Is Reaching the End of Its Service Life
Identifying aging wire before failure prevents equipment damage, fires, and safety hazards. The following symptoms indicate that inspection or replacement should be seriously considered:
- Cracking or crazing of the insulation jacket — Surface cracks that appear even without flexing indicate advanced polymer degradation. Once cracking is visible, the insulation may have lost significant dielectric strength.
- Discoloration or charring — Yellowing of white or gray PVC insulation indicates prolonged heat exposure. Brown or black discoloration near terminations suggests sustained overheating at connection points.
- Brittleness or stiffness — Insulation that cracks or flakes when gently bent has lost its plasticizer content through migration or evaporation. This is especially common in older PVC cables in hot environments.
- Increased insulation resistance drift — In industrial maintenance programs, periodic megohmmeter testing tracks insulation resistance over time. A consistent downward trend indicates moisture ingress or insulation degradation progressing toward eventual failure.
- Corrosion at terminations — Green or white oxide deposits at connector points, particularly on aluminum or tinned conductors, increase contact resistance and generate heat, accelerating further degradation in a self-reinforcing cycle.
- Repeated tripping of circuit protection — Ground fault interrupts (GFIs) or overcurrent protection that trips without a clear load reason can indicate developing insulation breakdown between conductors or to ground.
- Burning smell during operation — Any persistent burning odor from cable routes, panels, or equipment should trigger immediate shutdown and inspection. Insulation pyrolysis has a distinctive acrid smell that is not subtle once underway.
How to Extend the Lifespan of Wire in Service
For installed wire already in service, several strategies can meaningfully extend reliable service life:
Thermal Management
Preventing cable routes from experiencing sustained elevated temperatures is the single highest-impact maintenance measure. In electrical panels, ensure ventilation is unobstructed. In industrial cable trays, follow fill-factor guidelines strictly — an overcrowded tray traps heat generated by multiple conductors and can push operating temperatures above rated limits for all cables in the bundle. Reducing the load on an aging circuit — even by 20% — can dramatically slow the remaining degradation rate.
Mechanical Protection
Cables exposed to foot traffic, vehicle movement, or repeated mechanical contact should be protected with conduit, cable ramps, or protective sleeving. For outdoor installations, UV-resistant conduit or cable wrap applied to aging cable with UV-stabilized jacketing can add years of service by slowing further UV degradation. In flexible applications — robotic arms, cable carriers — replacing cables proactively based on flex cycle count rather than visual inspection alone is standard practice.
Termination Maintenance
Connection points are statistically the most common failure initiation site. Periodic re-torquing of lugs and terminal screws to specified values — particularly for aluminum conductors that creep under sustained pressure — prevents the high-resistance connections that overheat and accelerate insulation degradation. Applying appropriate anti-oxidant compound to aluminum terminations before connection and sealing against moisture ingress substantially reduces corrosion-related failure.
Periodic Testing
For critical circuits and medium-voltage cables, a scheduled testing program catches deterioration before failure. Common methods include:
- Megohmmeter (insulation resistance) testing — Performed annually on critical circuits. Values below 1 MΩ per kV of operating voltage indicate concern; trending is more important than any single measurement.
- Partial discharge testing — Detects internal voids and insulation defects in medium and high-voltage cables without requiring the cable to be energized to failure. This method is increasingly available as a mobile service for substations and industrial plants.
- Time domain reflectometry (TDR) — Sends a signal pulse down a cable and analyzes reflections to locate impedance changes caused by defects, moisture ingress, or crushed sections. Particularly effective for underground cable fault location.
- Thermographic inspection — Infrared cameras identify hot spots at terminations, overloaded conductors, and deteriorated connections during normal operation, without system shutdown.
Insulation Compound Selection: What the Wire and Cable Extruder Processes Matters as Much as the Machine Itself
When specifying or sourcing wire and cable, understanding the insulation compound is as important as knowing the conductor size. The compound determines rated temperature, chemical resistance, flexibility, and aging behavior. Here is a comparison of the most common insulation materials processed by wire and cable extruder systems:
| Compound | Max Continuous Temp | Chemical Resistance | Flexibility | Typical Lifespan | Primary Application |
|---|---|---|---|---|---|
| Standard PVC | 70°C | Moderate | Good | 20–40 years | General building wiring |
| XLPE | 90°C (up to 250°C short circuit) | Good | Moderate | 30–50 years | Power cables, MV/HV |
| EPR (Ethylene Propylene Rubber) | 90°C | Excellent | Excellent | 30–40 years | Marine, mining, industrial flex |
| Silicone rubber | 180°C | Moderate | Excellent | 20–30 years (high temp) | Appliances, HVAC, fire systems |
| PTFE (Teflon) | 260°C | Exceptional | Low at cold temp | 25–40 years | Aerospace, chemical processing |
| TPE / TPR | 90–105°C | Good | Excellent | 15–25 years | Portable tools, outdoor equipment |
Each of these compounds requires a wire and cable extruder calibrated for its specific melt rheology. PTFE, for example, requires ram extrusion rather than conventional screw extrusion because it does not melt into a viscous fluid in the same way PVC or XLPE does. EPR and silicone compounds require careful temperature profiling to prevent premature vulcanization in the barrel. The machine and the material must be matched — using the wrong extruder setup for a given compound is one of the fastest ways to produce cable with reduced service life.
Regulatory Standards That Define Wire Lifespan Expectations
Wire lifespan is not purely a physical phenomenon — it is also a regulatory one. Standards bodies define minimum performance thresholds that cable must meet at the time of manufacture, and many also define accelerated aging test protocols that simulate years of service in days or weeks.
- IEC 60502 — Covers power cables with extruded insulation rated 1 kV to 30 kV, including design, testing, and the minimum insulation wall thicknesses that determine electrical and mechanical life.
- UL 44 and UL 83 — North American standards for thermoset and thermoplastic-insulated wires respectively. These standards define rated temperature, voltage, and the specific tests — including oven aging, mandrel bend, and crush tests — that cables must pass before listing.
- ICEA S-93-639 / NEMA WC74 — Covers 5 kV to 46 kV shielded power cables and includes thermal aging test protocols designed to validate expected 30 to 40-year service life under rated conditions.
- SAE J1128 and J1291 — Automotive wire standards that specify temperature rating classes and heat-aging performance for wiring harness applications.
- MIL-DTL-27500 — Military specification for aerospace wiring, which mandates accelerated life testing, abrasion resistance, and thermal endurance that translates to the 20 to 30 year aircraft service expectations.
Meeting these standards requires not only the right materials but consistently controlled manufacturing processes. A wire and cable extruder system with statistical process control (SPC) integration — logging key process parameters continuously and triggering alerts when they drift outside control limits — gives manufacturers the documentation trail needed to demonstrate standard compliance and stand behind service life claims.
When to Replace Wire Rather Than Repair It
The decision between repair and full replacement is one of the most economically significant calls in cable asset management. Several factors argue clearly for full replacement over localized repair:
- When insulation failure is distributed, not localized — If insulation resistance testing reveals a gradual overall decline rather than a single fault point, the entire cable has aged uniformly. Splicing out a fault in this case resolves one weak point while leaving dozens of others at equal risk. Full replacement is the only rational choice.
- When cable has exceeded its design service life — A cable installed in 1975 has provided 50 years of service. Even if it appears functional today, it is operating on borrowed time. The cost of an unplanned failure — production downtime, fire risk, equipment damage — typically far exceeds planned replacement cost.
- When the application requirements have changed — Higher voltages, increased loads, or changes in environmental conditions (new chemicals on a factory floor, new HVAC routing, extended outdoor exposure) may mean the existing cable specification is no longer adequate, regardless of its physical condition.
- When access costs are high — In underground or embedded cable runs where excavation or structural opening is required to access the cable, replacement during an already-open maintenance window is almost always more cost-effective than a future repair after a failure.
Conversely, repair is appropriate when damage is clearly localized — a single mechanical nick, a termination failure, a rodent damage point on otherwise healthy cable with remaining service life and insulation resistance well within spec. A properly executed repair with rated heat-shrink or cold-shrink splicing materials, correctly installed, can restore the circuit to full service life at that point without compromising the surrounding cable.
Frequently Asked Questions About Wire Lifespan
Does unused wire still age?
Yes. Polymer insulation undergoes chemical degradation regardless of whether electrical current flows. UV exposure, heat, and oxidation proceed independently of electrical load. Wire stored in harsh conditions — high heat, UV exposure, or contact with reactive chemicals — can degrade significantly in storage. Wire stored indoors in cool, dark, dry conditions will retain its properties for many years.
How does water affect wire lifespan underground?
Water is the primary aging mechanism for direct-buried and duct-installed medium-voltage cables with XLPE insulation. Water treeing — a phenomenon where water molecules under AC voltage stress form microscopic dendritic channels through the insulation — gradually reduces dielectric strength. Cables installed in wet environments without tree-retardant XLPE (TR-XLPE) can fail in as few as 15 to 20 years, versus 30 to 40 years for TR-XLPE equivalents. For direct burial in areas with known high groundwater, specifying TR-XLPE insulation is the standard engineering recommendation.
Is there a way to test wire lifespan without removing it from service?
Several non-destructive testing methods allow in-situ assessment. Insulation resistance measurement (megohmmeter testing) gives a snapshot of current insulation condition. Dielectric absorption ratio (DAR) and polarization index (PI) tests give additional information about moisture content and insulation quality. For medium-voltage cables, very low frequency (VLF) partial discharge testing can identify advanced degradation without stressing the cable to failure. These methods cannot predict a remaining service life with precision, but they provide risk-based information to guide maintenance decisions.
Does wire gauge affect lifespan?
Indirectly, yes. A correctly sized conductor for the load it carries runs cooler, which extends insulation life. An undersized conductor — carrying current above its rated capacity — runs hotter, accelerating insulation aging at the rate described by the Arrhenius relationship. Consistently running a conductor at 110% of its rated current can reduce insulation life by 30 to 50% compared to properly sized operation.
How does the quality of a wire and cable extruder affect the end customer?
The end customer purchasing finished cable rarely has visibility into the production equipment used to make it. However, cable manufactured on a high-precision wire and cable extruder with inline quality monitoring will exhibit more consistent insulation wall thickness, fewer internal defects, and more uniform compound properties than cable produced on lower-precision equipment. Specifying cable from manufacturers with verifiable quality management systems — ISO 9001 certification, UL listing, independent third-party testing — provides meaningful assurance that the cable was produced with equipment and processes capable of delivering the rated service life.