E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Address: No.8 Yuefeng Rd, High Tech Zone, Dongtai, Jiangsu, China | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China.
Address: No.8 Yuefeng Rd, High Tech Zone, Dongtai, Jiangsu, China | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China. English
English  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
![]() Product Category
Product Category
")
")
")
")
The Cantilever Single Twisting Machine is a cable-forming equipment that twists multiple core wires at high speed through a cantilever and synchronously and concentrically winds them. Since each rotation of the cantilever forms a pitch, it is called a Cantilever Single Twisting Machine. According to the structure type, it is divided into Differential speed take-up type Cantilever Single Twisting Machine(without take-up pulley), Lightweight one-piece Cantilever Single Twisting Machine(External pulley and power take-up), Heavy-duty separated Cantilever Single Twisting Machine(External pulley and power take-up), Heavy-duty separated Cantilever Single Twisting Machine(External pulley and Torque take-up), etc. Due to the different outer diameters of wires, different electrical performance requirements, and different cost-effectiveness, the above models are suitable for different wire stranding and cable production fields, and users can choose and buy by themselves.
Establishment time
Building area (m²)
Number of employees
Intellectual property
![]() A Mature Factory You Can Count On
A Mature Factory You Can Count On
 2026-05-18
2026-05-18
 Webmaster
Webmaster
Making your own Ethernet cord is straightforward once you understand the wiring sequence, the right tools, and the cable standard you need. The entir
Read More +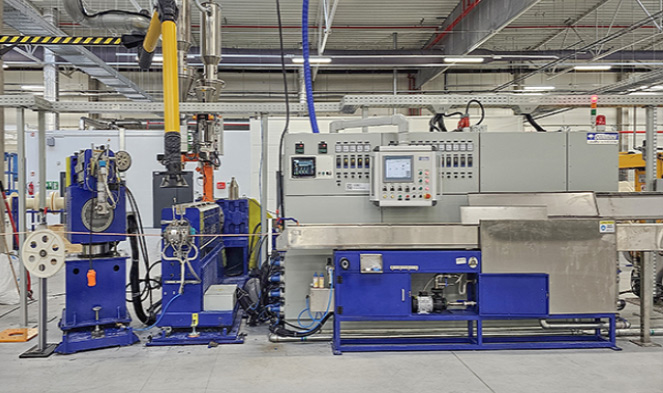
2026-05-11
Webmaster
How Does Coax Work: The Short Answer Coaxial cable transmits electrical signals using two concentric conductors — a solid inner conductor surrounde
Read More +
2026-05-04
Webmaster
How Fiber Optic Cable Is Made: The Core Process Explained Fiber optic cable is made by drawing ultrapure glass or plastic into hair-thin strands call
Read More +
2026-04-27
Webmaster
How Fiber Optic Cable Is Made: The Short Answer Fiber optic cable is made by drawing ultra-pure silica glass into hair-thin strands called optical fi
Read More +
2026-04-20
Webmaster
The Direct Answer: How to Calculate Wire Cable Size To calculate wire cable size, you need to determine the maximum current (ampacity) the cable must
Read More +
I. Twisting Machine Technical Principles and Industry Applications
Q1: How does a twisting machine achieve precise stranding of multiple conductors?
A rotating payout frame works in conjunction with a constant tension control system to spirally wind the individual wires around a central axis at a preset pitch. Gemwell Electric's solution utilizes modular, split-motor drive technology to independently adjust the tension of each payout unit, ensuring that the copper/aluminum conductors avoid stretching and deformation during the stranding process. The key challenge lies in eliminating gaps between the individual wires. Their closed-loop feedback system, built on 26 years of experience, compensates for tension fluctuations in real time, ensuring a tight fit across the conductor cross-section.
Q2: Why is the pitch length so strictly controlled during conductor stranding?
Pitch length directly affects the conductor's flexibility and electrical performance. A pitch that is too short increases the conductor's bending stiffness, making it more difficult to lay; a pitch that is too long reduces creep resistance. Gemwell integrates a high-precision encoder (resolution up to 0.1°) into its equipment. Combined with its independently developed S-shaped pitch curve algorithm, this ensures stable lay pitch deviation control within ±0.5mm/1000m, meeting the stringent requirements of aerospace cables.
II. Technical Breakthroughs in High-Speed Twisting Machines
Q3: What dynamic challenges arise when equipment speeds exceed 2000rpm?
High-speed rotation creates two core issues:
① Centrifugal force imbalance: The high-speed rotation of the payout reel causes the wire to whip. Gemwell employs a two-stage vibration damping base design, which absorbs over 80% of radial vibration through hydraulic dampers.
② Temperature accumulation: Frictional heat reduces lubricant viscosity. Its patented cooling system creates a circular oil circuit within the spindle and, combined with an external heat exchanger, keeps bearing temperature rise to ΔT ≤ 15°C (ISO 6804 standard).
Q4: How can the problem of wire break detection under high-speed conditions be solved?
Traditional photoelectric sensors have a false alarm rate of 3% at a line speed of 500m/min. Gemwell has developed a multi-spectrum analysis solution:
Millimeter-wave radar monitors wire diameter changes in real time (accuracy 0.02mm).
High-frequency eddy current probes detect conductor continuity. Dual-system redundant judgment reduces the false alarm rate to 0.1‰, with a shutdown response time of <50ms.
III. In-depth Analysis of Wire and Cable Stranding Process
Q5: Why is the backtwist angle important for conductor stranding?
Unbacktwisted stranding generates internal stress in the individual wires, causing conductor springback (typical value: springback angle ≥12° for Φ2.5mm copper conductor). Gemwell's solution is to install a servo backtwist mechanism in the stranding cage. This dynamically calculates the compensation angle based on the wire speed (formula: θ = arctan(v/ωR)), maintaining a residual torsion angle of ≤0.5°/m, thus ensuring the bending life of large-section power cables.
Q6: How can conductive uniformity be optimized for layered stranded conductors?
Taking a 7×19 structure as an example, the outer diameter fluctuation with traditional processes reaches ±0.15mm. Gemwell improves uniformity through two innovations:
① Topology optimization: The inner layer uses a 10° concentric lay, while the outer layer adopts a 20° bundle lay to reduce interlayer gaps;
② Online cross-section monitoring: Using X-rays to provide real-time feedback on cross-section ovality (98% accuracy), the stranding pressure is dynamically adjusted.
This technology ensures a DC resistance unbalance of 240mm² flame-retardant cables of ≤0.5% (IEC 60228 requires ≤2%).
IV. Engineering Practices: The Cornerstone of Quality Assurance
Q7: Why is 168 hours of continuous testing and calibration required?
The stability of stranding equipment must be verified under extreme operating conditions:
48-hour full-load test: Monitor the spindle temperature rise curve at 150% of rated speed (standard: ≤65°C);
72-hour variable load test: Simulate 2000 load cycles from 0-100% within 10 seconds to verify control system response lag (measured on Gemwell equipment: ≤0.8s);
48-hour EMC test: Ensure inverter radiated interference is <55dBμV (EN 55011 Class A standard);
Q8: How does 26 years of experience translate into manufacturing precision?
The Gemwell technical team has established a stranding process database covering 387 material parameters (such as a matching model between copper rod elongation δ and stranding compression ratio η). A typical example: For ultra-flexible silicone rubber wire used in new energy vehicles, optimizing the pay-off tension gradient (0.8N/mm² in the inner layer → 0.3N/mm² in the outer layer) increased the conductor's elongation at break to 35% (compared to the industry average of 28%).
Technological Evolution Trends and Industry Contributions
Q9: How does stranding equipment adapt to technological changes in new energy cables?
The 800V high-voltage platform requires a 20% reduction in insulation thickness and a conductor ovality of ≤0.03. Gemwell's latest generation of equipment integrates:
Laser diameter gauge (sampling rate 1kHz)
Machine learning prediction system (trained on 2 million sets of historical data) enables dynamic ovality control, helping customers achieve ISO 6722-3 Class 5 certification.
Q10: How does the stranding process improve resource utilization?
Through precise tension control, Gemwell's equipment reduces copper scrap rate from 1.2% to 0.35%. Based on an annual production capacity of 100,000 tons of copper conductor, this translates to an annual savings of 650 tons of copper (approximately 4,600 tons of CO₂ emissions), aligning with IEC TR 62837 sustainable manufacturing guidelines.
 Custom Cantilever Single High Speed Twisting Machine Manufacturers
Custom Cantilever Single High Speed Twisting Machine Manufacturers