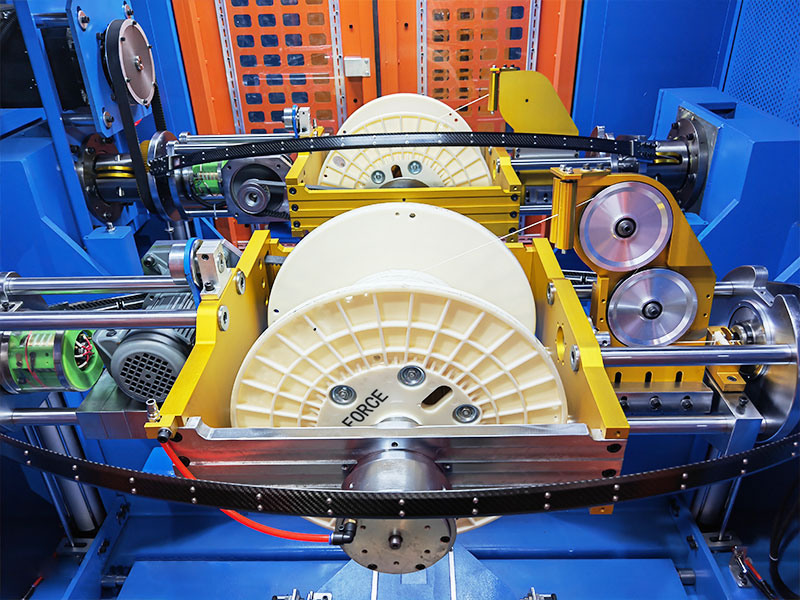
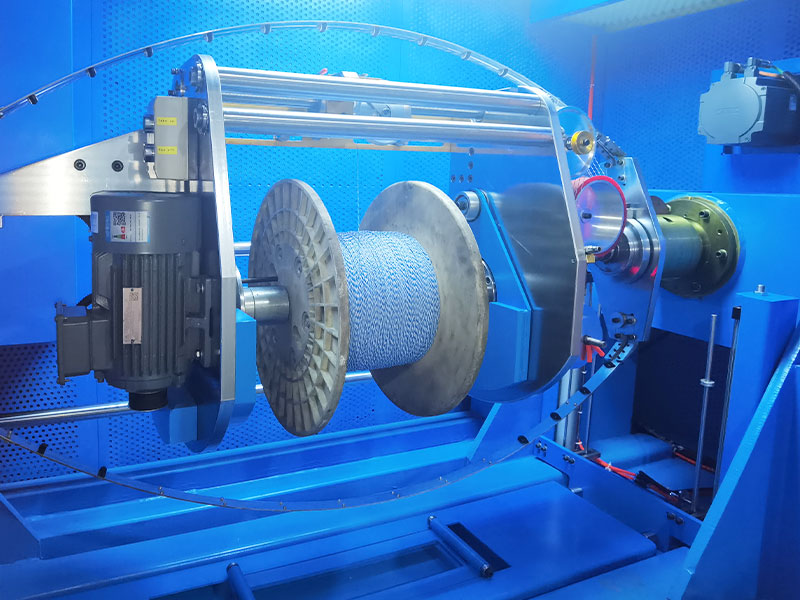
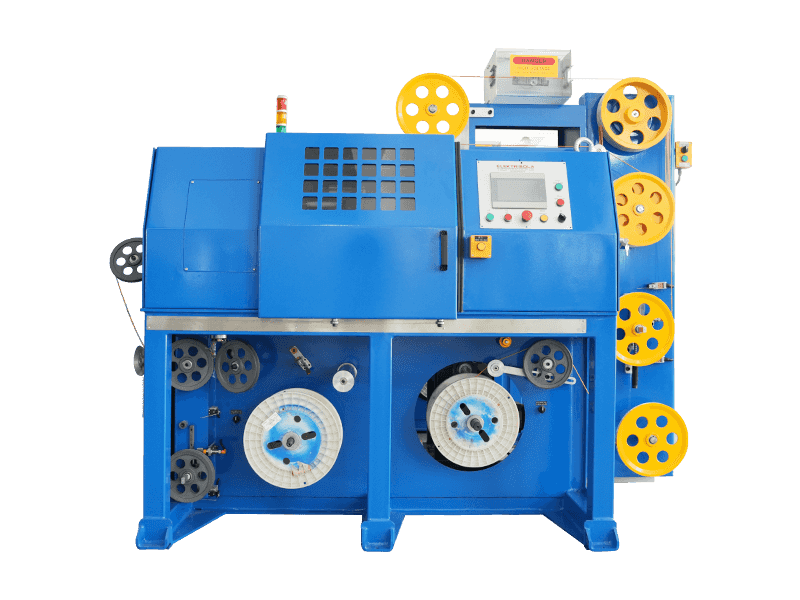
| Pay-off structure |
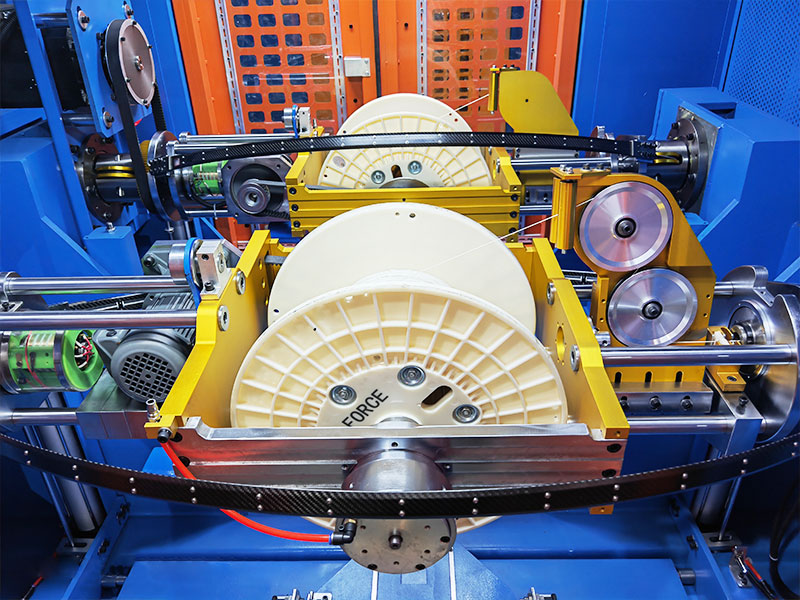
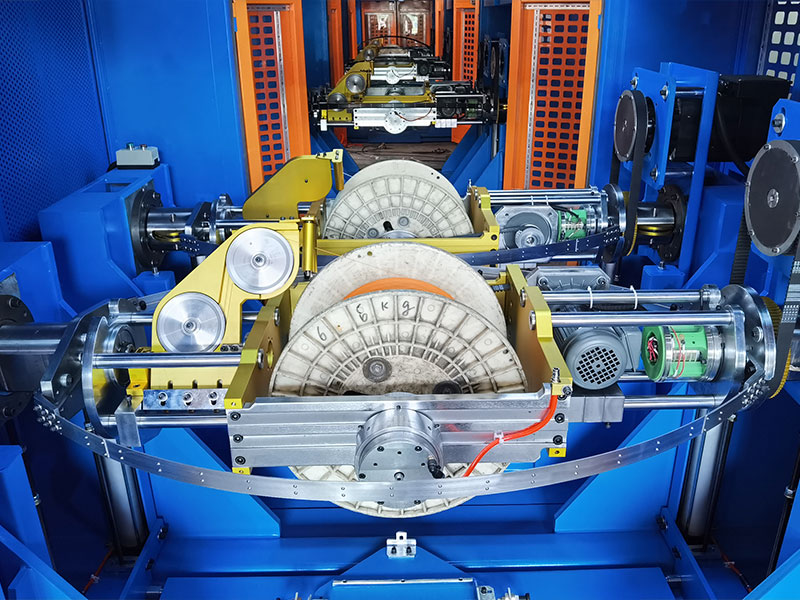
Horizontal forward-and-backward double-reel boat cradle shaftless pay-off, stranding bow double pitch back twist pay-off. |
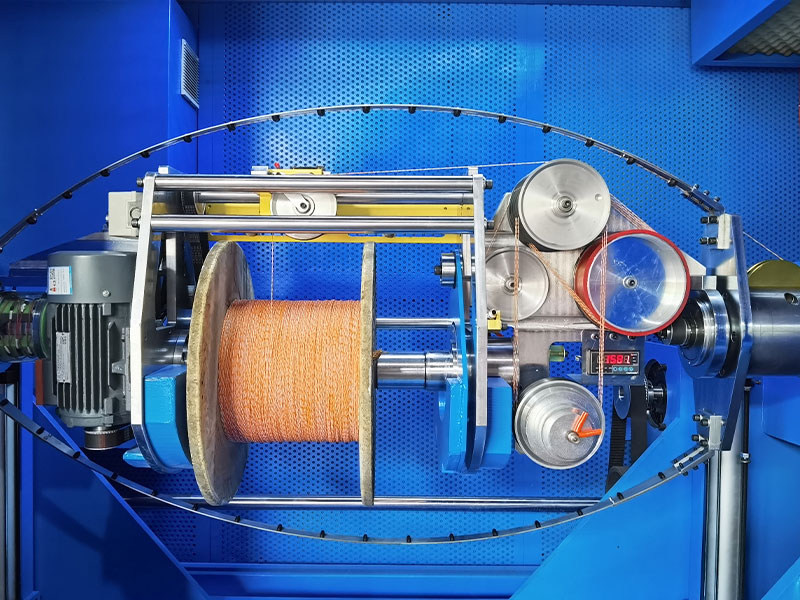
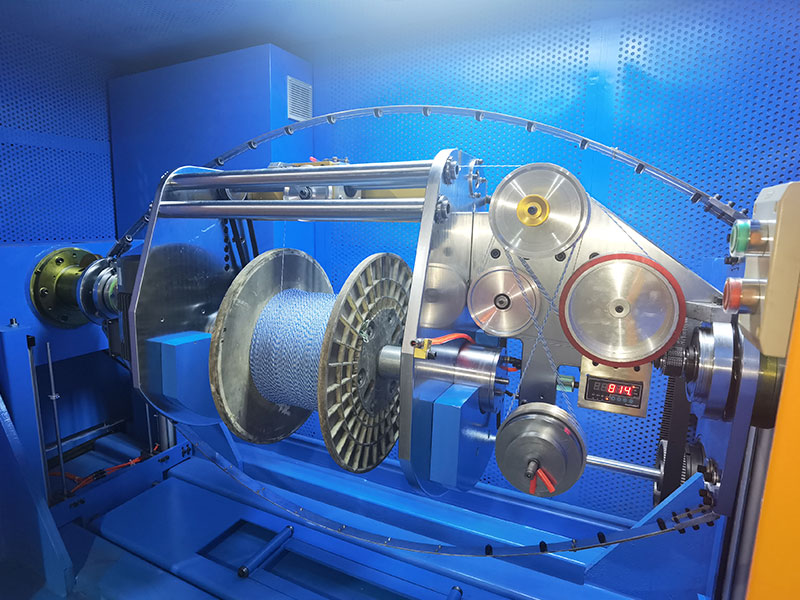
| Take-up structure |
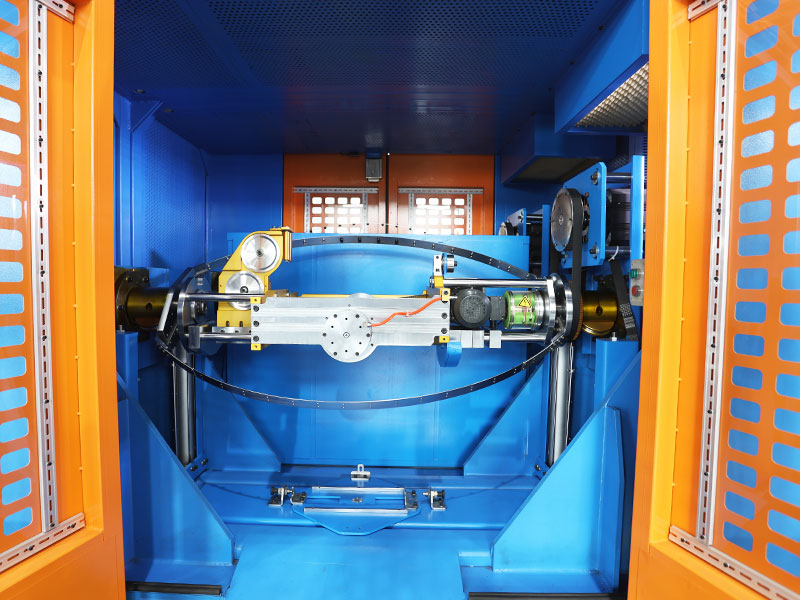
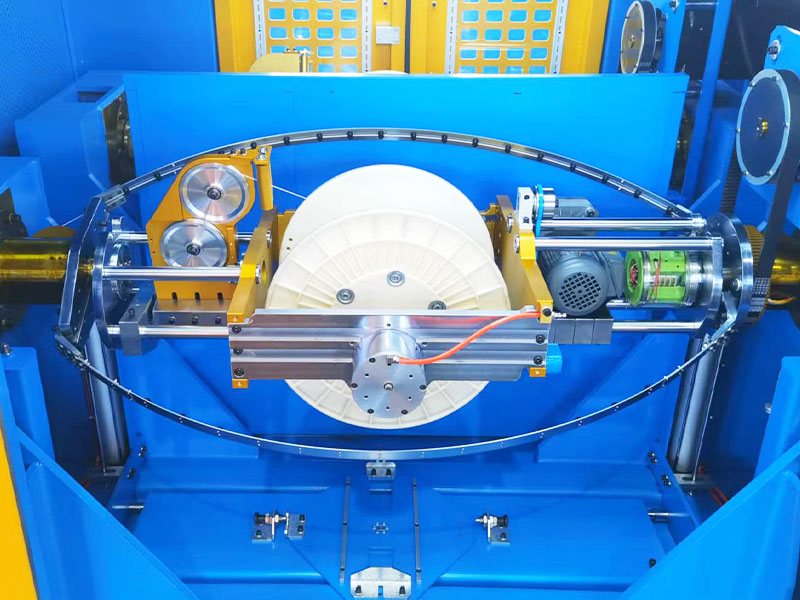
Horizontal portal cradle shaftless take-up, stranding bow double pitch pair twisting. |
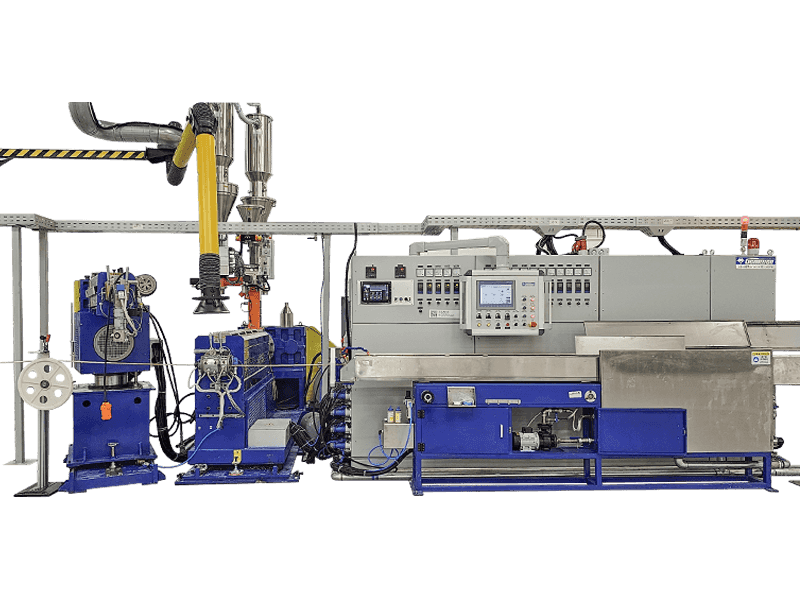
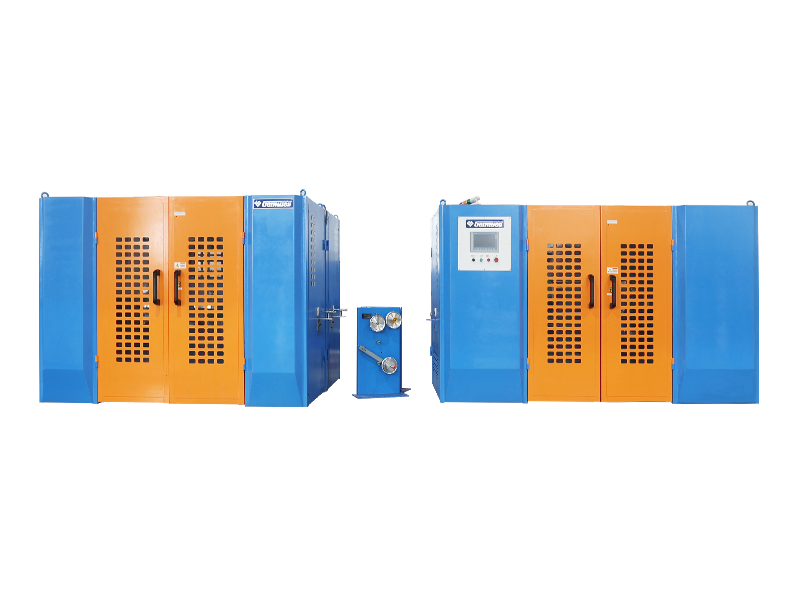
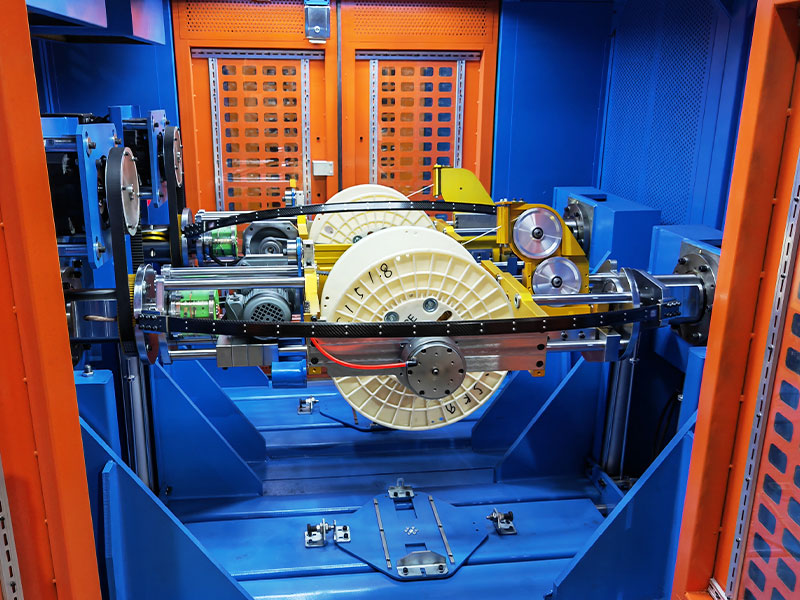
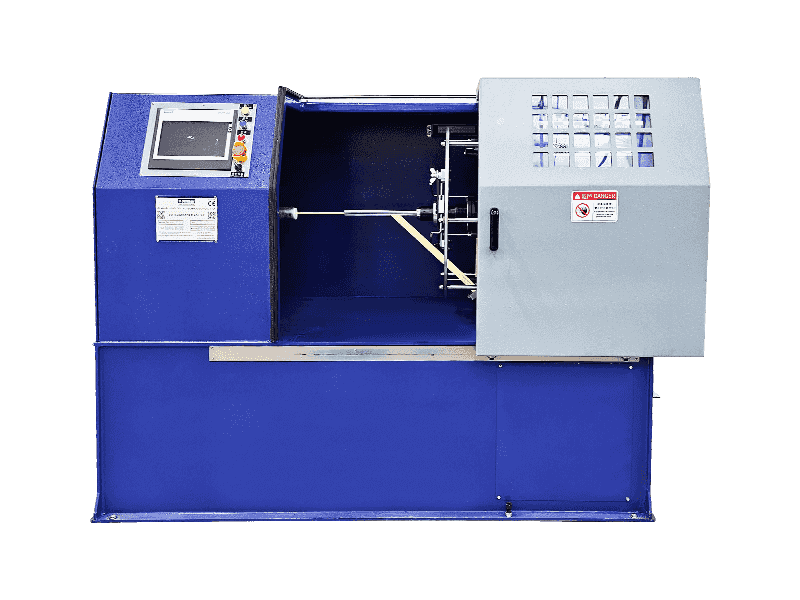
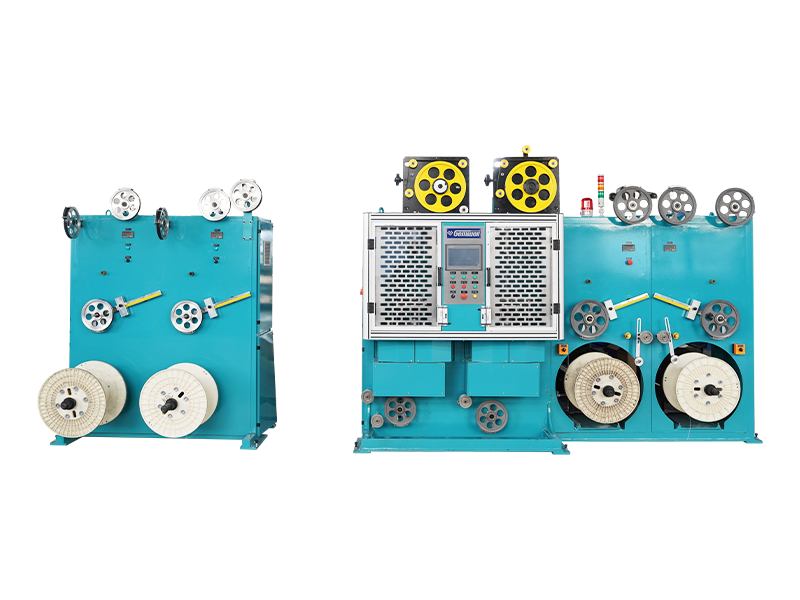
| Overall machine structure |
Back twist pay-off and stranding take-up are arranged along the center line, with split type structure. The pay-offs are placed back-to-back with front and rear doors equipped; Place and collect of reels can be operated in the front of the machine. |
| Suitable wire type |
Mainly used for LAN CABLE CAT5, CAT5E, CAT6A, CAT7, CAT8, and other wires, but also for other signal transmission wires that require electrical testing. |
| Core wire specification |
Range:Ø0.6-2.0mm, beyond this range, can be customized |
| Outer diameter of stranded wire |
range:Ø1.2-4.0mm, beyond this range can be customized. |
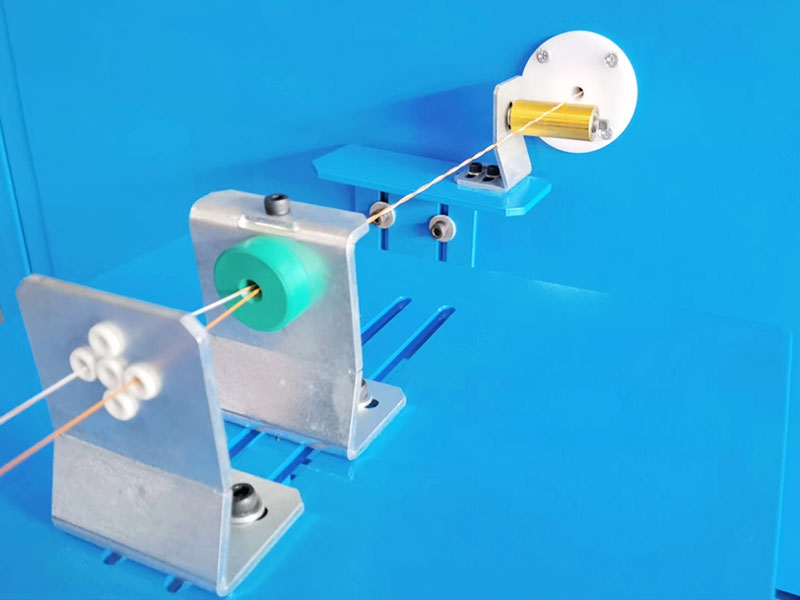
| Stranding die |
Standard mold OD size is 25 |
| Back twist method |
Achieve the twisting or pre-twisting, twisting means that the bows of the payoff machine and the twist pair rotate in opposite directions; pre-twisting refers to the same rotating direction of the pay-off machine and pair twist, and can be selected on the touch screen. |
| Twisting/pre-twisting ratio |
0-120%, continuously and steplessly adjustable, set on the touch screen, PLC automatic control, automatic tracking of twisting/back twisting speed. |
| Stranding direction |
S/Z |
| Pay-off rotation speed |
MAX2000 RPM/4000 TPM (no load).
The actual startup speed is set according to the requirements of different wire grades. |
| Take-up rotation speed |
Model 500 MAX2000RPM/4000TPM (no load).
Model 630 MAX1750RPM/3500TPM (no load).
The actual startup speed is set according to the requirements of different wire grades. |
| Wire-speed range |
Formula for calculating line speed is bow-twister speed x 2 x pitch / 1000 = m/min. The maximum speed limit is 100 m/min. |
| Wire twisted pitch |
Optimal range:5.0-50.0mm, accurate to one decimal place, with a continuously adjustable level, selectable on the touchscreen. |
| Pitch accuracy |
Pitch accuracy ±0.3mm during fixed speed production, ±0.5mm during start-up/shutdown. |
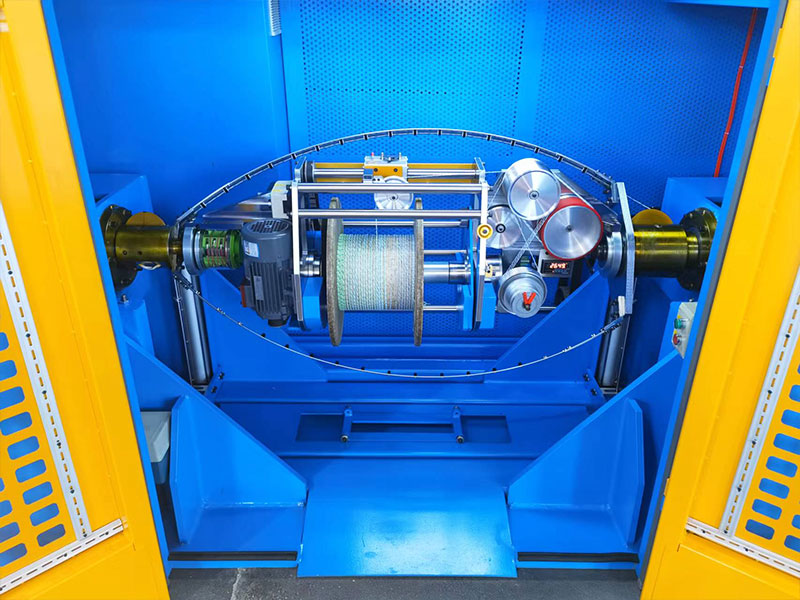
| Stranding bow material |
Standard material used is a 65Mn steel strip with ceramic eyelets, which can be customized to a carbon fiber lightweight bow. |
| Pay-off bow power |
Standard configuration is a 2-5.5KW inverter motor that can also be customized for a servo motor. |
| Take-up bow power |
Standard configuration for 500 take-ups is a 3.7KW inverter motor/ for 630 take-ups is a 7.5KW inverter motor, which can also be customized for a servo motor. |
| Stranding bow braking |
Electromagnetic brakes |
| Capstan type |
Double-wheel capstan is built into the portal cradle to take up |
| Capstan wheel diameter |
Ø185, 5-groove rubber-coated aluminium capstan roller + 5-groove split aluminium driven roller. |
| Capstan power |
Standard configuration is a 1.5KW inverter motor, can also be customized for a servo motor. |
| Pay-off specification |
Model Ø500, compatible with Ø400, ABS tool wheels. |
| Take-up specification |
Model Ø500 is compatible with Ø500.
Model Ø630 is compatible with Ø500.
ABS tool wheels |
| The inner hole of the reel |
Standard is Ø56mm, other sizes can be customized. |
| Reel Spindle lifting |
Electric lifting, skateboard loading, and unloading spool. |
| Reel tightening method |
Powerful elastic cylinder assembly tightening spool, tightening force>200KG, with self-locking protection, pneumatic release spool |
| Reel Loading weight |
MAX300KG |
| Pay-off reel power |
Standard configuration is a 2-0.75KW gear reducer motor, also can be customized for a servo motor. |
| Take-up reel power |
Standard configuration is a 0.75KW gear reducer motor, also can be customized for a servo motor. |
| Take-up wire position arrangement |
Standard is 30 polished rod traverse shaft units, can be customized for servo motion controller rows. |
| Wire position arrangement power |
0.2KW servo motion controller can be customized. |
| Pay-off material run-out detection |
Alarm and automatic stop when the core wire is about to run out/alarm and automatic stop when the wire is broken. |
| Tension-type |
The standard is to adjust the tension by moving or adding balancing weights, PID controls the speed of pay-off or take-up or customizes it to adjust the tension with a servo motor. |
| Pay-off tension range |
3N-30N/0.3kg-3kg/300g-3000g |
| Take-up tension range |
5N-50N/0.5kg-5kg/500g-5000g |
| Tension accuracy |
±25g |
| Tension display |
Communication type digital display pressure sensor, tension overrun alarm, and automatic shutdown. |
| Formula management |
A custom formulation management system enables data such as tension, temperature, extrinsic diameter, pitch, S/Z, wire winding distance, barometric pressure to be fed into the PLC, supporting data collection and import for digital production. |
| Safety protection |
Automatic detection and prediction of temperature /vibration /noise /pressure can be customized according to CE/CSA/UL standard design. |
| Spark detection |
Can be customized to add a spark tester |
| Towing shielding |
Active longitudinal taping can be added between pay-off and take-up. |
| Pre-Twist forming |
High-speed pre-twisters can be customized between pay-off and take-up. |
| Ground fill |
Filler power payoffs can be customized between payoff and take-up. |
| Power Standards |
Standard is 3-phase 380V/50Hz and the power supply can be customized for different countries and regions. |
| Intelligent software |
Customisable to add "the best production speed automatic matching function" software, to achieve production efficiency and product quality at the same time. |
| Core wire over-oil device |
A core wire oiling device can be customed and added. The insulating core wire is coated with a volatile lubricating oil to reduce friction during wire pair twisting. |
 E-mail: info@gem-cablesolution.com
E-mail: info@gem-cablesolution.com Address: No.8 Yuefeng Rd, High Tech Zone, Dongtai, Jiangsu, China | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China.
Address: No.8 Yuefeng Rd, High Tech Zone, Dongtai, Jiangsu, China | No.109 Qilin East Rd, Daning, Humen, Dongguan, Guangdong, China. English
English  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体




























 2026-07-06
2026-07-06 Webmaster
Webmaster